
PET-Granulierlinie




Infrarot-Kristallisationstrockner für die rPET-Extrusionsgranulierlinie
Infrarot-Vortrocknung von rPET-Flaschenflocken: Steigerung der Ausbringung und Verbesserung der Qualität auf PET-Extrudern

Die Trocknung ist die wichtigste Variable bei der Verarbeitung.
>>Die Verbesserung der Herstellungs- und physikalischen Eigenschaften von recyceltem PET in Lebensmittelqualität durch Technologie mit Infrarotlicht spielt eine entscheidende Rolle bei der Eigenschaft der Grenzviskosität (IV).
>>Vorkristallisierung und Trocknung der Flocken vor der Extrusion tragen dazu bei, den Verlust von IV aus PET zu minimieren, ein entscheidender Faktor für die Wiederverwendung des Harzes
>>Die Wiederaufbereitung der Flocken im Extruder verringert den IV aufgrund der Hydrolyse in Gegenwart von Wasser. Aus diesem Grund kann die Vortrocknung auf einen homogenen Trocknungsgrad mit unserem IRD-System diese Reduzierung begrenzen. Darüber hinausDie PET-Schmelzstreifen vergilben nicht, da die Trocknungszeit verkürzt wird(Die Trocknungszeit beträgt nur 15–20 Minuten, die Endfeuchtigkeit kann ≤ 30 ppm betragen, der Energieverbrauch beträgt weniger als 80 W/kg/h.)
>>Dadurch wird auch die Scherung im Extruder reduziert, da das vorgewärmte Material mit konstanter Temperatur in den Extruder gelangt.“

>>Verbesserung der Leistung des PET-Extruders
Im IRD kann eine Erhöhung der Schüttdichte um 10 bis 20 % erreicht werden, was die Einzugsleistung am Extrudereintritt deutlich verbessert – bei gleichbleibender Extrudergeschwindigkeit ergibt sich eine deutlich verbesserte Füllleistung an der Schnecke.

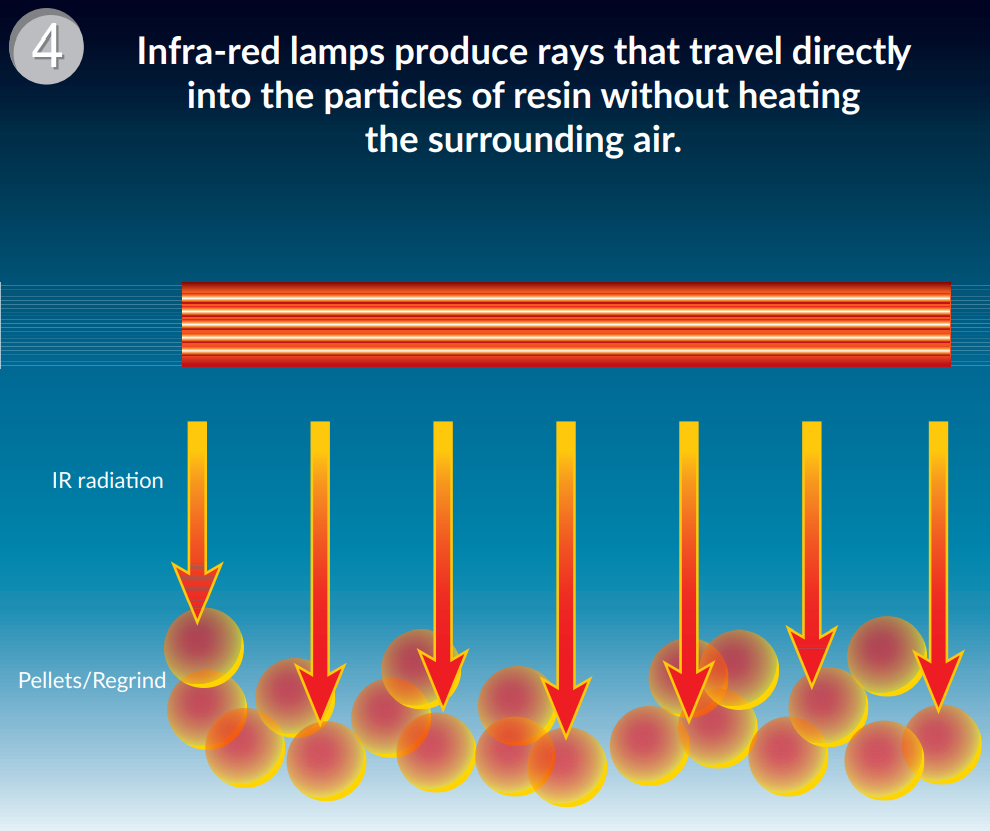
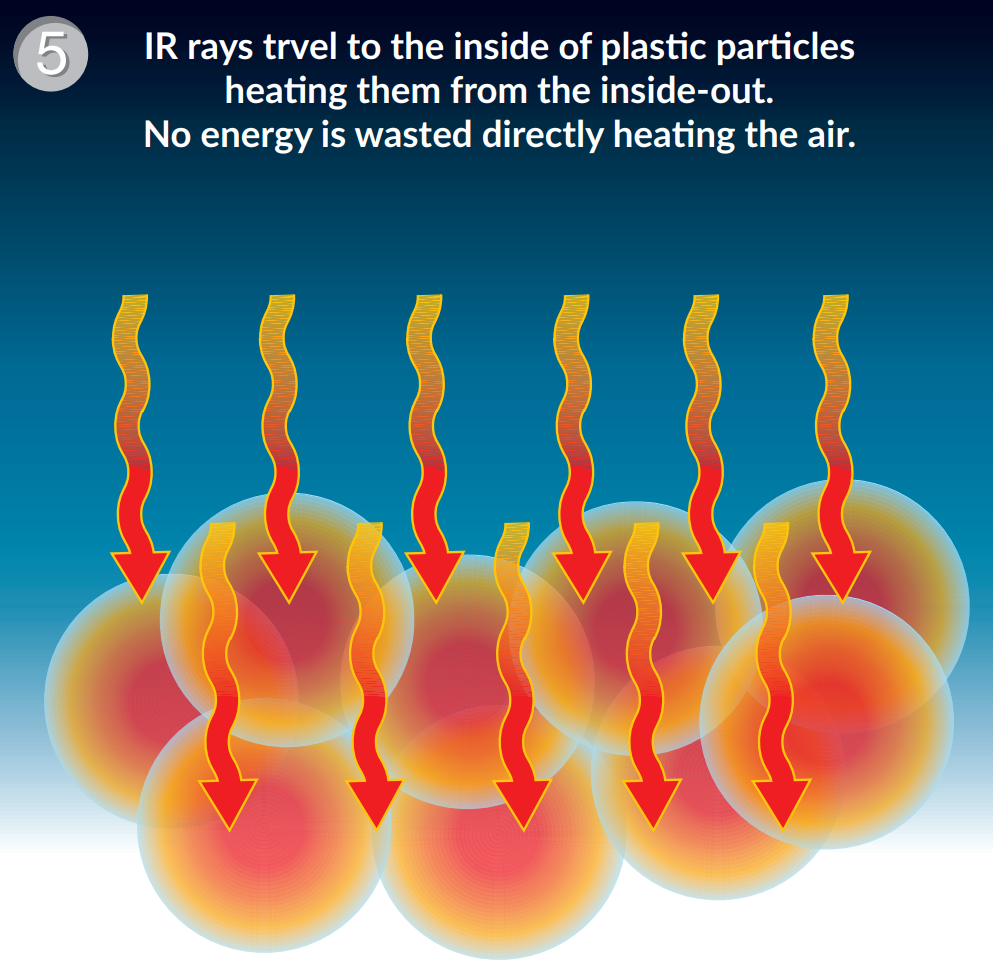
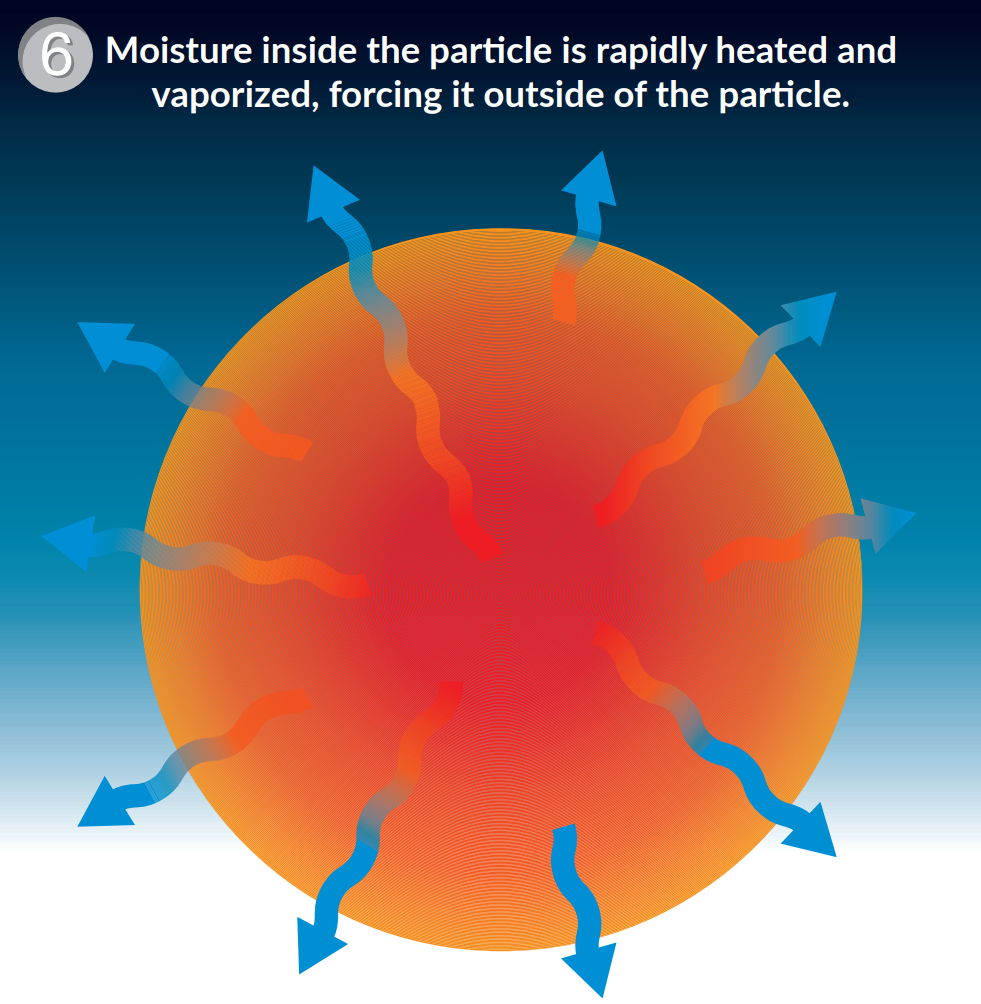
Funktionsprinzip
Vorteil, den wir machen
※Begrenzung des hydrolytischen Abbaus der Viskosität.
※ Verhindern Sie steigende AA-Werte bei Materialien mit Lebensmittelkontakt
※ Steigerung der Kapazität der Produktionslinie um bis zu 50 %
※ Verbesserung und Stabilisierung der Produktqualität – Gleicher und wiederholbarer Eingangsfeuchtigkeitsgehalt des Materials
→ Reduzieren Sie die Herstellungskosten von PET-Granulat: Bis zu 60 % weniger Energieverbrauch als herkömmliche Trocknungssysteme
→ Sofortiger Start und schnelleres Herunterfahren --- Kein Vorheizen erforderlich
→ Trocknung und Kristallisation erfolgen in einem Schritt
→ Die Maschinenlinie ist mit einem Siemens-SPS-System mit einer Schlüsselspeicherfunktion ausgestattet
→ Deckt einen Bereich mit kleiner, einfacher Struktur und einfacher Bedienung und Wartung ab
→ Unabhängige Temperatur- und Trocknungszeiteinstellung
→ Keine Entmischung von Produkten mit unterschiedlicher Schüttdichte
→ Einfache Reinigung und Materialwechsel
Maschine läuft in der Fabrik des Kunden




FAQ
F: Wie hoch ist die endgültige Feuchtigkeit, die Sie erreichen können? Gibt es Einschränkungen hinsichtlich der anfänglichen Feuchtigkeit des Rohmaterials?
A: Die Endfeuchtigkeit, die wir erreichen können, beträgt ≤30 ppm (nehmen Sie PET als Beispiel). Die anfängliche Feuchtigkeit kann 6.000–15.000 ppm betragen.
F: Für die PET-Extrusions-Granulierlinie verwenden wir Doppel-Parallelschnecken-Extruder mit Vakuum-Entgasungssystem. Müssen wir trotzdem einen Vortrockner verwenden?
A: Wir empfehlen, vor der Extrusion einen Vortrockner zu verwenden. Normalerweise stellen solche Systeme strenge Anforderungen an die Anfangsfeuchtigkeit des PET-Materials. Wie wir wissen, ist PET ein Material, das Feuchtigkeit aus der Atmosphäre absorbieren kann, was dazu führen kann, dass die Extrusionslinie nicht richtig funktioniert. Wir empfehlen daher, vor Ihrem Extrusionssystem einen Vortrockner zu verwenden:
>>Begrenzung des hydrolytischen Abbaus der Viskosität
>>Verhindern Sie steigende AA-Werte bei Materialien mit Lebensmittelkontakt
>>Erhöhung der Kapazität der Produktionslinie um bis zu 50 %
>>Verbesserung und Stabilisierung der Produktqualität – Gleicher und wiederholbarer Eingangsfeuchtigkeitsgehalt des Materials
F: Wie lange dauert die Lieferung Ihres IRD?
A: 40 Arbeitstage seit Eingang Ihrer Einzahlung auf unserem Firmenkonto.
F: Wie wäre es mit der Installation Ihres IRD?
Erfahrene Ingenieure können Ihnen bei der Installation des IRD-Systems in Ihrer Fabrik helfen. Oder wir bieten einen Reiseführerservice online an. Die gesamte Maschine verfügt über einen Luftfahrtstecker, der den Anschluss erleichtert.
F: Für welche IRD kann man sich bewerben?
A: Es kann ein Vortrockner sein
- PET/PLA/TPE-Plattenextrusionsmaschinenlinie
- Maschinenlinie zur Herstellung von PET-Ballenbändern
- Kristallisation und Trocknung von PET-Masterbatch
- PETG-Plattenextrusionslinie
- PET-Monofilamentmaschine, PET-Monofilament-Extrusionslinie, PET-Monofilament für Besen
- Maschine zur Herstellung von PLA-/PET-Folien
- PBT, ABS/PC, HDPE, LCP, PC, PP, PVB, WPC, TPE, TPU, PET (Bottleflakes, Granulat, Flocken), PET-Masterbatch, CO-PET, PBT, PEEK, PLA, PBAT, PPS usw.
- Thermische Prozesse für dieEntfernung restlicher Oligomere und flüchtiger Bestandteile.







